A zweiachsige Bürstenmaschine ist ein industrielles Oberflächenbehandlungssystem, das zwei unabhängig angetriebene Bürstenwalzeneinheiten verwendet, die sich auf separaten Achsen drehen, um Beschichtungen auf flache Werkstücke wie Bodenplatten, Möbelbretter, Türverkleidungen und Holzwerkstoffsubstrate aufzutragen, zu verteilen oder zu texturieren. Im Gegensatz zu Einwalzen-Beschichtern, die nur in eine Richtung arbeiten, ermöglicht die Doppelachsenkonfiguration der Maschine, die Werkstückoberfläche aus zwei Winkeln gleichzeitig oder in schneller Folge zu bearbeiten, was zu einer gleichmäßigeren Beschichtungsverteilung und einer besseren Texturdurchdringung führt.
Die beiden Achsen beziehen sich typischerweise auf die Hauptvorschubrichtung (die X-Achse, entlang der sich das Werkstück durch die Maschine bewegt) und a Querrichtung oder oszillierende Achse (die Y-Achse, entlang der sich eine oder beide Bürstenwalzen seitlich bewegen). Einige Konfigurationen verwenden gegenläufige, gepaarte Walzen auf derselben horizontalen Ebene anstelle orthogonaler Achsen. Der Begriff „zweiachsig“ bedeutet in diesem Zusammenhang zwei separate Bürstenspindeln mit unabhängiger Geschwindigkeits- und Richtungssteuerung.
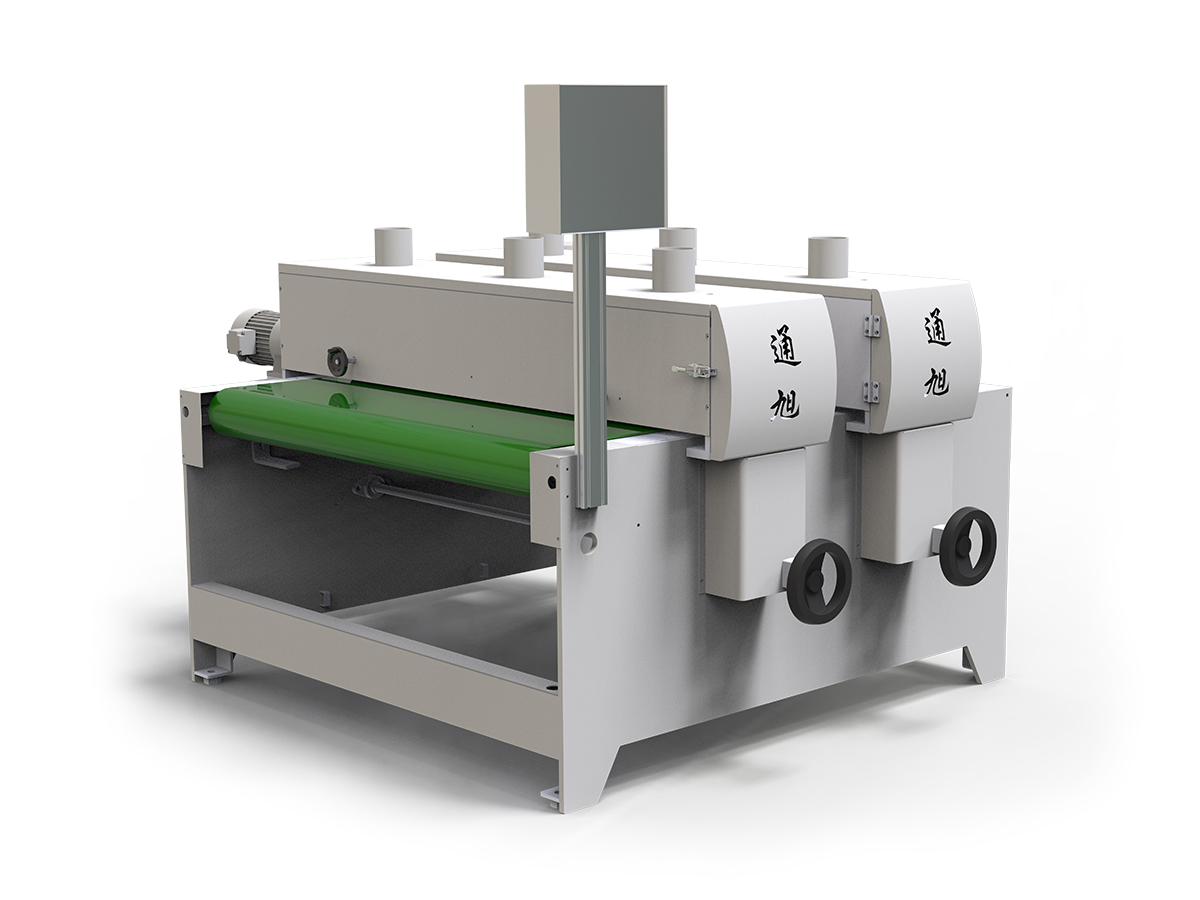
Zu den wichtigsten mechanischen Komponenten einer zweiachsigen Bürstenmaschine gehören:
- Bürstenwalzenbaugruppe — Zylinderwalzen, die mit Schleiffilamenten (Nylon, Sisal oder Draht) oder Auftragsfilamenten (Schaum, Filz oder Rosshaar) ausgestattet sind und je nach Prozessanforderung ausgewählt werden können
- Antriebe mit variabler Drehzahl – typischerweise servo- oder umrichtergesteuerte Motoren, die eine unabhängige Drehzahleinstellung für jede Bürstenachse ermöglichen und so eine Feinabstimmung der Beschichtungsverteilung, des Drucks und der Oberflächentextur ermöglichen
- Ein- und Auslauffördersystem — Gummibeschichtete oder kettenbetriebene Transportbänder, die Platten mit kontrollierter Geschwindigkeit durch die Maschine transportieren, typischerweise 5–25 m/min, je nach Beschichtungsviskosität und Substrattyp
- Mechanismus zur Höhenverstellung — motorische oder manuelle Walzenspaltsteuerung zur Anpassung an unterschiedliche Substratdicken, normalerweise mit digitaler Anzeige für wiederholbare Einstellungen
- Beschichtungsversorgungssystem – eine dosierte Pumpe oder ein Schwerkraftfördertrog, der eine kontrollierte Menge Beschichtungsmaterial (UV-Lack, Öl, Beize, Wachs oder Grundierung) an die Bürstenschnittstelle liefert
Besonders effektiv ist die zweiachsige Anordnung bei offenporigen Lackierungen auf Holz, bei denen die Beschichtung in die Maserung eingearbeitet und nicht einfach auf die Oberfläche aufgetragen werden muss. Durch die Kombination einer vorwärts rotierenden Hauptwalze mit einer gegenläufig rotierenden oder seitlich oszillierenden zweiten Walze füllt die Maschine Korntäler gleichmäßig auf – ein Ergebnis, das mit einem Walzenstreichgerät mit nur einem Durchgang oder manuellem Auftragen nur schwer zu erreichen ist.
Hauptanwendungen in der Möbel- und Bodenbeschichtung
Geräte zur Möbel- und Bodenbeschichtung Das auf dem Zwei-Achsen-Bürstenprinzip basierende Verfahren wird in einer Vielzahl von Produktionsumgebungen eingesetzt, von großvolumigen Werken für technische Bodenbeläge mit 50.000 m² pro Tag bis hin zu mittelgroßen Möbelkomponentenlinien, die Plattenteile und Türverkleidungen verarbeiten. Der Wert der Maschine liegt in ihrer Fähigkeit, mehrere Beschichtungsfunktionen in einem einzigen Inline-Durchgang zu bewältigen.
Die Hauptanwendungsgebiete sind:
Hartholz- und Mehrschichtböden
In der Bodenbelagsproduktion werden am häufigsten zweiachsige Bürstenmaschinen eingesetzt Porenfüllend und Kornöffnend Vorgänge vor UV-Härtungslinien. Nachdem eine erste Versiegelungsschicht mit einer Walzenbeschichtungsmaschine aufgetragen wurde, arbeitet die Bürstenmaschine die nasse Beschichtung mit kontrolliertem Druck in die Holzmaserung ein, bevor die Platte in den UV-Ofen gelangt. Dadurch wird sichergestellt, dass sich die ausgehärtete Oberfläche mit dem gesamten Profil der Holzoberfläche verbindet, anstatt offene Poren zu überbrücken – ein entscheidender Faktor für die Haltbarkeit der Haftung bei Holzarten wie Eiche, Esche und Walnuss, die ausgeprägte offene Maserungsstrukturen aufweisen.
Eine zweite Anwendung in Bodenbelagslinien ist gebürstete, antike Textur — Verwendung von abrasiven Nylon- oder Drahtfilamentwalzen, um die Holzoberfläche vor dem Auftragen der Beschichtung mechanisch zu bearbeiten und so die von Hand gekratzte oder drahtgebürstete Ästhetik zu erzeugen, die bei Bodenbelägen im Wohn- und Gewerbebereich beliebt ist. Die Produktionsgeschwindigkeit liegt in dieser Konfiguration typischerweise bei 10–20 m/min bei einer Bürstendrehzahl zwischen 300 und 800.
Möbelplatten und -komponenten
Für flache Möbelplatten – MDF-Türen, Schrankfronten, Tischplatten und Bettkopfteile – dienen zweiachsige Bürstenmaschinen als Flecken- und Ölauftragsgeräte sowohl in wasserbasierten als auch lösungsmittelbasierten Finishing-Linien. Die Doppelwalzenwirkung sorgt für eine gleichmäßige Farbverteilung über die gesamte Plattenbreite ohne Streifenbildung, was bei einseitig arbeitenden Beschichtungsmaschinen eine häufige Fehlerursache ist, wenn die Beschichtungsviskosität oder die Fördergeschwindigkeit leicht schwankt.
Bei Hochglanz-UV-Veredelungssequenzen für Möbel wird häufig eine zweiachsige Bürstenmaschine eingesetzt zwischen Füller und Decklack Rollenstationen. Seine Funktion in dieser Phase besteht darin, die ausgehärtete Füllschicht mit feinen Schleiffilamenten (entspricht Körnung 320–400) leicht zu schleifen und so erhabene Körnungen und Oberflächenunregelmäßigkeiten zu entfernen, bevor die Deckschicht aufgetragen wird. Dadurch entfällt ein manueller Schleifschritt und die Arbeitskosten werden erheblich gesenkt.
Grundierung und Versiegelung von Rohplatten
Rohes MDF und Spanplatten nehmen die Beschichtung aufgrund der unterschiedlichen Dichte der Platte ungleichmäßig auf. Zweiachsige Bürstenmaschinen werden eingesetzt als Primer-Verteilungseinheiten Helfen Sie dabei, dies auszugleichen, indem Sie die Grundierung unter kontrolliertem Druck mechanisch in die Plattenoberfläche einarbeiten und so eine gleichmäßigere, versiegelte Oberfläche erzeugen, die nachfolgende Schichten gleichmäßig aufnimmt. Diese Anwendung kommt häufig in Flatline-Finishing-Systemen für die Produktion von Küchenschränken und montagefertigen Möbeln vor.
Zweiachsige vs. einachsige Bürstenmaschinen: Leistungsvergleich
Die Entscheidung zwischen einer einachsigen und zweiachsigen Bürstenmaschine hängt von der Komplexität der Oberflächenbearbeitungsaufgabe, der Substratart und der Produktionsmenge ab. Für einfaches Fleckenwischen oder leichtes Scheuerbürsten auf gleichmäßigen Untergründen kann ein Einzelwalzengerät ausreichend sein. Bei der Lackdurchdringung, der Gleichmäßigkeit der Textur und dem Multifunktionsbetrieb liefern zweiachsige Maschinen messbar bessere Ergebnisse.
| Parameter | Einachsige Bürstenmaschine | Zweiachsige Bürstenmaschine |
| Gleichmäßigkeit der Beschichtung | Gut auf glatten Untergründen | Hervorragend geeignet für offen gemasertes Holz |
| Porenfüllende Fähigkeit | Begrenzt | Hoch – die Wirkung in zwei Richtungen treibt die Beschichtung in das Korn |
| Funktionen pro Durchgang | 1 (auftragen oder schleifen) | 2 (Aufstrich auftragen oder sauber schleifen) |
| Bei breiten Paneelen besteht Streifengefahr | Höher bei niedriger Viskosität | Unten – Querwalze gleicht aus |
| Geeignet zum Texturieren | Ja, nur unidirektional | Ja, auch mit kreuzgebürsteten Mustern |
| Stellfläche der Maschine | Kompakt | Größer (typischerweise 1,5–2× länger) |
| Typische Installationskosten | Niedriger | Höher, ausgeglichen durch geringere nachgelagerte Nacharbeiten |
Tabelle 1. Vergleich zwischen einachsigen und zweiachsigen Bürstenmaschinen für Holzbeschichtungsanwendungen
In Hochleistungs-Bodenbelagslinien, in denen sich die Oberflächenqualität direkt auf die Produktqualität und die verkaufbare Ausbeute auswirkt, amortisieren sich die zusätzlichen Kapitalkosten einer zweiachsigen Maschine in der Regel innerhalb von 12 bis 18 Monaten durch weniger Beschichtungsabfall, weniger manuelle Nacharbeit und weniger Fehler, die die Endkontrolle erreichen.
Auswahl des Pinselfilaments: Anpassung des Werkzeugs an den Prozess
Die Leistung einer zweiachsigen Bürstenmaschine hängt stark davon ab Bürstenfilamentspezifikation — Material, Durchmesser, Fülldichte und Besatzlänge der Borsten auf jeder Walze. Die Auswahl des falschen Filamenttyps ist die häufigste Ursache für schlechte Oberflächenqualität, übermäßigen Beschichtungsabfall oder beschleunigten Walzenverschleiß in Beschichtungslinien für Möbel und Bodenbeläge.
Die wichtigsten Filamentkategorien und ihre empfohlenen Anwendungen:
- Natürlicher Sisal – steife, grobe Fasern aus Agavenpflanzen; wird zur aggressiven Porenöffnung und Maserung von Rohholz vor der Beschichtung verwendet; hervorragende Schleifwirkung ohne metallische Verunreinigungen; typischer Durchmesser 0,3–0,6 mm
- Nylon 6.12 oder Nylon 6.6 — die Standardwahl für das Auftragen und Verteilen von Beschichtungen; beständig gegen UV-Lacke, Beizen auf Wasserbasis und die meisten Lösungsmittel; erhältlich mit Schleifkornbeladung (Siliziumkarbid oder Aluminiumoxid) für kombinierte Anwendungs- und Schleiffunktionen; Durchmesserbereich 0,15–0,5 mm
- Mischungen aus Rosshaar und Tampico — weiche Naturfasern, die für abschließende Öl- und Wachsverteilungsgänge verwendet werden, bei denen ein sanftes Verteilen ohne Untergrundabrieb erforderlich ist; Wird häufig für Hartwachsöl- und Rubio-Monocoat-Lackierungen auf empfindlichen Holzarten empfohlen
- Edelstahldraht — zum aggressiven mechanischen Strukturieren von Nadelhölzern und Kiefernholz, um die Maserung vor dem Beizen zu verbessern; Aufgrund der Gefahr einer Kontamination mit Metallpartikeln nicht mit der Beschichtungsanwendung kompatibel
- Schaumstoff- oder Filzsegmente – wird in reinen Anwendungskonfigurationen verwendet, bei denen null Abrieb und maximale Flüssigkeitsübertragung pro Durchgang im Vordergrund stehen; Üblich für dickschichtige Grundierungen auf MDF
Bürstenwalzen in der kontinuierlichen Produktion sollten alle 200–300 Betriebsstunden auf Filamentverschleiß und Verformung überprüft werden. Eine verschlissene Bürstenwalze mit gespreizten oder verkürzten Filamenten übt einen weniger gleichmäßigen Druck über die gesamte Substratbreite aus, was zu einer ungleichmäßigen Beschichtungsbildung an den Plattenkanten führt – ein Fehler, der normalerweise erst bei der Qualitätsprüfung nach dem Aushärten auftritt.
Integration einer zweiachsigen Bürstenmaschine in eine Beschichtungslinie
Eine zweiachsige Bürstenmaschine ist selten eine eigenständige Einheit – sie fungiert als eine Station innerhalb einer größeren Inline-Anlage Möbel- und Bodenbeschichtungsgeräte Sequenz, die Walzenbeschichter, UV- oder thermische Härtungsöfen, Schleifmaschinen und Qualitätskontrollstationen umfasst. Seine Position in der Linie bestimmt, welche Aufgabe er übernimmt und welche Spezifikationen er erfüllen muss.
Gemeinsame Linienpositionen und die Rolle der Bürstenmaschine bei jedem:
- Vorbehandlungsposition (vor dem ersten Anstrich) — Die Bürstenmaschine entfernt Staub, hebt die Maserung an und öffnet Poren auf rohen Brettern; Filamenttyp: Sisal oder steifes Nylon; Zu diesem Zeitpunkt ist keine Beschichtungsversorgung angeschlossen
- Position nach der Versiegelung (nach dem ersten Walzenauftrag, vor dem UV-Ofen) — Die Bürstenmaschine arbeitet Nassversiegelung in die Kornoberfläche ein; Filamenttyp: weiches Nylon oder Rosshaar; Beschichtungsversorgung über Dosierpumpe angeschlossen; Dies ist die häufigste Position bei UV-Bodenbelagslinien
- Zwischenschleifposition (nach ausgehärtetem Füller, vor Decklack) — Schleifnylonfilamente (mit Körnung 320–400) schleifen die ausgehärtete Oberfläche leicht ab; keine Beschichtungsversorgung erforderlich; Um eine Kontamination nachfolgender Anstriche zu verhindern, muss eine Staubabsaugung angeschlossen werden
- Endgültige Verteilungsposition (nach dem Auftragen des Decklacks) — weiche Filamente gleichen die letzte nasse Schicht vor dem Aushärten aus; Entscheidend für die Erzielung eines gleichmäßigen Glanzgrades und die Beseitigung von Walzenspuren auf hochglänzenden Möbelplatten
Die Synchronisierung der Vorschubgeschwindigkeit zwischen der Bürstenmaschine und benachbarten Geräten ist von entscheidender Bedeutung. Eine Abweichung von sogar 5 % zwischen dem Förderband der Bürstenmaschine und dem vorgeschalteten Walzenauftragwerk kann dazu führen Schleifspuren im nassen Fell — ein Oberflächenfehler, bei dem teilweise verteilte Beschichtung ungleichmäßig über die Plattenoberfläche gezogen wird. Die meisten modernen zweiachsigen Bürstenmaschinen verfügen über einen integrierten Fördergeschwindigkeitsregler, der für einen vollständig synchronisierten Betrieb über einen Encoder oder eine SPS mit dem Geschwindigkeitssignal der Hauptlinie verbunden werden kann.
Bei Neuinstallationen sollte die Arbeitsbreite der Bürstenmaschine dem breitesten Plattenformat in der Produktion entsprechen oder dieses übertreffen – die Standardarbeitsbreiten reichen von 1.300 mm bis 2.100 mm für Bodenbelags- und Möbelanwendungen. Der Bürstenwalzendurchmesser liegt typischerweise zwischen 100 mm und 200 mm, wobei größere Durchmesser eine längere Filamentkontaktzeit pro Umdrehung und einen sanfteren effektiven Druck bei gleichen Drehzahleinstellungen bieten.



